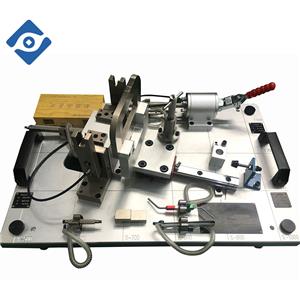
総合検査治具
総合検査治具

1. ベースプレート : 検査に必要な各種部品を搭載し、全体を動かします。
2. 測定データムブッシュ : 3 個の測定データムブッシュは、検査治具の加工後に検査用の測定データとして使用されます。
3. サポート : 部品をクランプしてしっかりと位置決めするために、クランプ (図示せず) がサポートに取り付けられています。
4. データム/位置決めブロック : チェックされた部品を正確に位置決めします。
5. 部品 : テストする部品。
6. サポートコラム : ピンとブッシングをロードし、位置決めします。
7. ボルトピン:ボルトピンを押し引きすることで部品円筒外面の位置誤差を検出できます。
8. ボルトブッシュ : ボルトピンの位置を正確に決めます。
9. 測定ブロック : 可動ピン(いいえ.11)により測定ブロックを駆動し確認します。
10. 測定シート : 測定ブロックと可動ピンをロードして配置します。
11. 可動ピン:可動ピンを操作することにより、部品プレッシャープレートの下面の形状誤差を検出できます。
検査治具のベースプレートとサポートはアルミニウム合金製で、ボルトピンは表面が滑らかできれいな焼き入れ焼き戻し鋼製です。ボルトにグリスを塗って潤滑を保ちます。
治具チェックの使用方法
検査治具を作業台に平らに置き、検査治具のボルトピン 7 と可動ピン 11 をリセットし、サポート 3 のクランプを開きます。
部品を取り出し、部品の前面フランジ ブロックをデータム ブロック 4 にクランプし、クランプでサポート 3 に押し込みます。
ボルトピン 7 を回転させると、ボルト 7 のガイドピンがガイド溝にはまり、下に下がります。テストされたコネクタにボルトが正常に挿入できれば、コネクタの位置が適切であることが証明されます。
可動ピン11を左に押すと可動ピンを下に移動させることができます。同時に、測定ブロック9と部品押さえ板との位置関係を、測定ブロック9の平面方向に沿って目視で観察し、押さえ板底部の位置が全て見えなくなっていれば、部品押さえ板の形状公差が良好であることが証明される。プレスプレートの底部は認定されています。
上記の操作がすべて正常に完了すると、パイプアセンブリは認定され、検査は終了します。
検査治具の適用
測定システム分析 (MSA) により、検査治具がパイプアセンブリの検査要件を満たしており、動作中に 10 秒ごとに 1 つのワークピースを検査できることが示されています。これはパイプアセンブリの検査プロセス全体に適用され、実際には、検査治具が操作においてシンプルで信頼性が高く、使用要件を完全に満たしていることが証明されています。50,000 個の部品をテストするか、半年使用するたびに、包括的な寸法の再テストが必要です。